報價-三藏制造-優(yōu)絡(luò)智能設(shè)備")
烙鐵頭使用氧化最讓人頭疼的,那就是因為烙鐵頭在持續(xù)高溫、缺少包袱錫的情況下發(fā)生了氧化,變黑了,不沾錫,熱傳導(dǎo)變差很難融掉工件表面的錫層。但是這層氧化很難去除.很多人用利器或砂紙等“刮”烙鐵頭,雖一時效果不錯但卻大大的損害了烙鐵頭的使用壽命;■烙鐵頭氧化過快原因 一、烙頭質(zhì)量問題。 二、溫度過高,發(fā)熱快,容易燒烙鐵頭,另外溫度的設(shè)置和你使用的烙鐵很有關(guān)系,比如你使用的普通烙鐵,需要溫度是350度
烙鐵的溫度不能過高,溫度過高烙鐵頭就發(fā)黑不上錫,俗稱燒死了,所以烙鐵溫度到一定程度要斷電,當(dāng)然如果是恒溫烙鐵就方便了。■處理烙鐵頭“燒死”的方法: 烙鐵頭上要保證永遠(yuǎn)都有焊錫。 燒死了可用鋼鋸條掰斷后的鋒利處刮干凈烙鐵頭,在烙鐵溫度不是很高時先給烙鐵頭上鍍上錫,再用就好用了。 注意烙鐵頭不能用銼刀銼。■防止烙鐵頭“燒死”的保養(yǎng)方法: 烙鐵頭在每次施焊前都要加熱,在焊接間隔也要“空熱”,這樣一來烙鐵
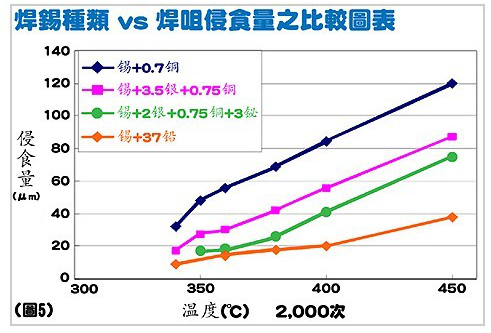
由于無鉛焊錫時其熔點的提升工作溫度也隨之加高,導(dǎo)至烙鐵咀腐蝕速度大大加快,使用壽命變短,這是合理的解釋。無鉛焊接時,要求的焊接溫度比普通焊接要高出許多,這是烙鐵頭壽命縮短的一個主因,溫度越高,氧化速度越快。應(yīng)用無鉛焊接后,為何焊咀壽命會大幅縮短?一般焊咀結(jié)構(gòu),內(nèi)部主要由銅制成,外面會鍍上鐵(鍍鐵層),而鍍鐵層前段hi鍍上錫(鍍錫層),后端則會鍍上抗氧化的鉻。由于錫和鐵同樣屬于高活動性的金屬,所以他
用新烙鐵頭時,先裝好、在通電及加熱、調(diào)溫入工作狀態(tài),這個過程中有些使用者往往忽略了對新烙鐵頭的保護(hù)。 新的烙鐵頭,第一次使用之前應(yīng)在烙鐵開機時將溫度調(diào)到280 ℃,等預(yù)錫融化后,用清潔海綿清洗干凈。如果您使用的是帶助焊劑的焊錫絲,直接補上焊錫絲,如果您需要外用助焊劑,那先蘸上助焊劑,然后立即補上您使用的焊錫,不管什么性質(zhì)的焊錫絲,補錫時一定要注意均勻涂覆,這樣就不會產(chǎn)生不上錫的現(xiàn)象,而且越用越好
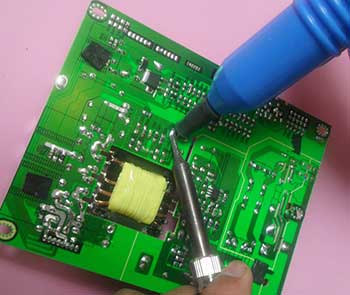
貼片的東西兩個焊點左右左右加熱就下來了,拆過一堆0402的電阻然后拿來用在0603的焊盤用。電阻,電容,就是IC這樣焊也不會壞,這個要看技巧跟熟練度了,0805及以下尺寸的電阻,LED,電容等,在刀頭上加點焊錫,然后往側(cè)面一鏟,然后烙鐵頭往垃圾桶一甩。 小芯片一般用堆焊使用刀頭,大芯片用熱風(fēng)槍,拆換超小貼片一般是用電鑷子,刀頭功率調(diào)大點50W左右看想拆啥,動作快點基本都可以再用 拆下的貼片肯定
三藏烙鐵頭主流型號與適用場景速查表如下:型號適用場景特點白光900M通用電子維修、電路板焊接兼容性強,適合多種焊點T12系列精密電子元件、高精度焊接升溫快,溫度控制精準(zhǔn)200系列中小型電子設(shè)備、家電維修平衡功率與熱效率500系列較大焊點、金屬部件焊接熱容量大,適合持續(xù)工作快克911G工業(yè)級維修、高負(fù)荷作業(yè)耐用性強,適合頻繁使用230G專業(yè)電子制造、生產(chǎn)線高效穩(wěn)定,適合批量生產(chǎn)501/503特殊焊點
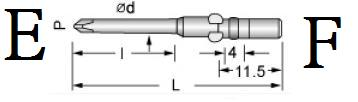
一、使用起子頭作業(yè)時,請盡量選擇扭力鉆或者電動螺絲批作業(yè),當(dāng)螺絲擰到一定程度時,扭力鉆或者電動螺絲批會自動打滑,從而有效的保護(hù)起子頭和螺絲不受損傷。二、普通手電鉆、沖擊鉆也可以使用起子頭,但是由于電鉆本身不具有扭力保護(hù)的功能,不能自動保護(hù)起子頭的螺絲,因此使用者需要依靠經(jīng)驗掌握電鉆工作轉(zhuǎn)速、時長、力度,否則,要么損壞起子頭,要么損傷螺絲(“一用就批”現(xiàn)象巨大多數(shù)都是這個原因造成的)。三、起子頭本身